Release agent-free: ReleasePLAS® technology replaces silicone coating in wax injection molding
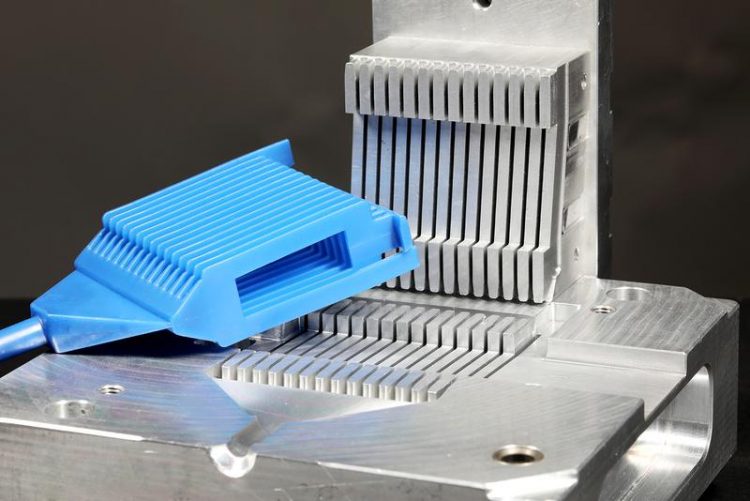
ReleasePLAS® technology: Release agent-free wax injection molding by using a plasma polymer release layer. © Fraunhofer IFAM
The investment casting process is used when filigree structures or particularly high-quality surfaces are required for the cast component being produced. The positive model required for this is usually produced by wax injection molding.
For this, molds and mold inserts made of aluminum alloys, steel and brass are used. Liquid or pasty wax is injected into the cavity of the metal mold to form the models.
After the wax has solidified, the mold is opened and the model is demolded. This process is fast, inexpensive, established and suitable for series production.
However, release agents, typically silicone sprays, must be used to support the demolding process. Without the use of release agents, a complete and non-destructive demolding of the wax model from the mold according to the state of the art is not possible.
When release agents are used, however, the release agent is transferred to the surface of the wax model during the demolding process and the so-called mold build-up, a coating of release agent and wax, is formed.
There are further disadvantages connected to the use of release agents: Regular costs for cleaning the injection molds, the release of silicone aerosols, costs for washing off the silicone adhesions from the wax pattern and quality defects in the surface of the ceramic shells.
Release agent-free wax injection molding by using a plasma polymer release layer
The desire for a release agent-free process for the molding of wax castings has existed on the part of investment casting companies for decades. In order to overcome the above-mentioned technical and economic disadvantages, the AiF-funded project 18915N investigated the replacement of the release agents by a plasma polymer ReleasePLAS® release layer developed by the Fraunhofer IFAM.
The functional layer used on the injection molds was produced by plasma-enhanced chemical vapor deposition (PECVD). Prior to this, the injection molds were carefully cleaned and arranged in the plasma chamber before the coating process, separated into individual segments, so that all the surfaces that were to be coated were exposed.
Scientific results lead to safe process development
In order to solve the problem, it was necessary to look in detail into the solidification and interfacial behavior of model waxes. One result was that the so-called adhesion point necessarily had to be fall before separation process. The wax adhesion point is the temperature at which the wax begins to adhere to the surface.
A visible residue develops and the release force increases noticeably. The adhesion point should not be confused with the melting point or dropping point. The melting point/dropping point is the temperature at which the wax liquefies and is usually well above the adhesion point.
For a permanently successful separation process, it is also necessary that the interface between the plasma coating and the wax is stable. Every material changes its composition or its cross-linking behavior when it solidifies in contact with a surface. This area is known as the interphase and can form different layer thicknesses, from a few nanometers to micrometers.
For this reason, the scientists at Fraunhofer IFAM investigated the mechanical properties of this interphase. Nanoindentation is used for this purpose. By systematically adapting the test specimens to the measuring task, it is possible to determine the modulus of elasticity near the interface (within the upper 50 nm) and to distinguish the waxes from each other.
Waxes with a small surface modulus of elasticity tend to be less suitable for dry separation because the interphase has a lower mechanical strength. Thus, the adhesion point and the surface E-modulus provide the user with two new criteria for carrying out the wax injection molding process in a manner appropriate for separation and for differentiating model waxes.
Based on the findings, process management and properties of the ReleasePLAS® coating, it has been possible to develop a practical permanent coating for wax injection molding. Investigations of the interface produced by this process showed excellent adhesion to the metallic mold, high cohesion strength and low surface energy. Due to the low layer thickness of ≤ 2 μm, the coating has no influence on the dimensional accuracy of the injection molds. This makes it possible to apply the ReleasePLAS® release layer to both new and existing injection molds.
In addition to the important occupational health and safety for employees, who in future will not have to be exposed to harmful and foreign substances through aerosols, there are other advantages: Downtimes due to maintenance and cleaning of the injection molding machine tools are minimized and release agents and cleaning agents are economized. There is no need to clean the wax parts. There are no wetting problems when applying the primary ceramic shell. The surface quality is improved and scrap is reduced.
Project results and perspective
ReleasePLAS® coatings enable an industrially applicable permanent coating for the wax injection molding process. Within the AiF-funded project, this coating was not only tested in laboratory trials at Fraunhofer IFAM, but also successfully tested by investment casting foundries under industrial conditions on several injection molds. The range of injection molds used (manual molds and automatic molds) stretched from simple to highly complex geometries with loose parts and hydraulic slides with a wide variety of release agent requirements.
Within the scope of the project, one investment casting foundry has already produced over 40,000 wax parts with an injection mold (geometry of turbocharger wheels) manufactured completely free of release agents, without any signs of wear on the interface.
In order to make full economic use of the clear advantages of the plasma polymer interface in the investment foundries, further investigations are planned in follow-up projects. In particular, downstream processes following wax model production are to be examined in order to make the economic benefit for investment casting operations even clearer and to be able to quantify it.
Investigated process parameters could be the wettability of the waxes without pre-cleaning during the application of the primary ceramic shell, the targeted improvement of the wettability of the waxes by plasma activation as well as long-term tests to prove the predicted and required lifetime of the plasma interface (> 500,000 demoldings).
Project funding
Grant reference number: The project was funded by the BMWi and as an AiF-IGF project No. 18915 N/1 in the Research Association Foundry Technology.
Michael Heuser M.Sc.
Fraunhofer Institute for Manufacturing Technology and Advanced Materials IFAM
phone +49 421 2246-118 | Wiener Straße 12 | 28359 Bremen | www.ifam.fraunhofer.de | michael.heuser@ifam.fraunhofer.de
Media Contact
All latest news from the category: Trade Fair News




Newest articles
Silicon Carbide Innovation Alliance to drive industrial-scale semiconductor work
Known for its ability to withstand extreme environments and high voltages, silicon carbide (SiC) is a semiconducting material made up of silicon and carbon atoms arranged into crystals that is…
New SPECT/CT technique shows impressive biomarker identification
…offers increased access for prostate cancer patients. A novel SPECT/CT acquisition method can accurately detect radiopharmaceutical biodistribution in a convenient manner for prostate cancer patients, opening the door for more…

How 3D printers can give robots a soft touch
Soft skin coverings and touch sensors have emerged as a promising feature for robots that are both safer and more intuitive for human interaction, but they are expensive and difficult…

