Computer Simulation for Optimal Results in Laser Material Processing

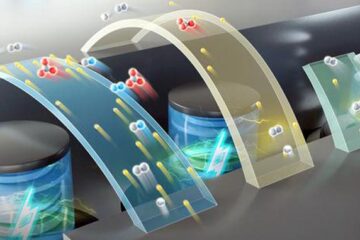
Computer Simulation for Cutting of Display Glass. Source: Fraunhofer ILT, Aachen<br>
This requires, in particular, the introduction of new technologies such as the ultra-short pulse laser technology. At its joint stand 330 in Hall C2, the Fraunhofer Institute will be showing, among others, a prototype of the youngest generation of polygon scanners to guide beams and new optical systems, which put the “horsepower of USP” on the street.
Simulation and Modelling for Laser Material Processing
Plant manufacturers and end users of laser processing machines typically aim to optimize the manufacturing processes regarding precision, reliability, as well as the time, material and costs involved. To do this, they need exact information of process-relevant variables from which they can derive concrete measures. Especially with laser manufacturing processes, important process variables can be measured only poorly or not at all in the few micrometers of the process zone due to the small dimensions or the very high temperatures.
Becoming Automatic and Cost-efficient: Looking Inside
To optimize laser processes, engineers are employing computer simulations more and more often. These enable them to “look into” the process and – in comparison to experiments – simulations can be more easily automated as well as being more cost-efficient. Moreover, in such simulations, deviations and measurement inaccuracies can be not only excluded, but also can be specifically taken into account. This way, key positions can be found, problems recognized early and, thus, solved. For around twenty years, a twelve-member team of highly specialized scientists at the Fraunhofer ILT has been working solely on the computer-supported simulation of laser processes. At their disposal is a high-performance cluster of computers, which was set up on the Fraunhofer premises within the scope of the “Center for Nanophotonics” in 2010. This way, the experts in Aachen can simulate complex questions from laser-material processing with high resolution in the briefest computing time and derive concrete approaches to solutions from this information. When lasers are used to cut display glass, for example, simulation of the processes can both increase the ablation speed as well as prevent damages to the glass.
Simulated Processes: Application Examples at the LASER World of Photonics
On account of the systematic findings from the simulations, the ILT experts can contribute significantly to the product and process development of their industrial partners. At the LASER World of Photonics they will be presenting five examples of this kind of successful cooperation. Among these belong simulating the laser processes of cutting display glass with ultra-short pulse lasers for TRUMPF Laser Technology, the water-guided laser cutting for SYNOVA as well as the optimization of metal cutting for TRUMPF Machine Tools. Thanks to the findings of the computer simulations, the Fraunhofer ILT was able to optimize laser beam sources for ROFIN-SINAR. In the sector of product optimization, free-form lens prototypes were calculated for the automotive supplier HELLA.
Using USP Lasers Economically with Beam Guidance
Ultra-short pulse laser systems are achieving new records almost daily regarding laser power and pulse rates. And yet in the power range of 50 to 1,000 watts, only a small part of the energy they have can be used effectively for many applications. If the laser power is too high when it is coupled into the workpiece at the processing point, bulges from the melting effects occur due to the high thermal load, leading to poor processing results. Now, the research work at the Fraunhofer ILT is looking at making the high power of USP lasers useful for material processing: for example, by dividing the laser beam into several individual beams, which then can process the component simultaneously. This multi-beam technique is used, among others, to generate periodic microstructures.
Planar Ablation at the Speed of Sound
A further approach to using the high laser power exists in guiding the laser at high speeds. To achieve this, ILT scientists have developed a polygon scanner system: in it, a polygon mirror rotates at a high, constant revolution and guides the beam along a line on the workpiece. As the laser beam is guided along this line at the speed of sound, the high laser power is distributed evenly along the work piece. An axis perpendicular to this line moves the workpiece so that the area to be processed is clamped. The polygon scanner has a maximum aperture of 20 mm and reaches scanning speeds of up to 360 m/s at a focal length of 163 mm. Thus, it is able to process a surface area of 100 x 100 mm2 with a lateral resolution of 20 µm in 3 seconds. To generate 2.5 D structures, the material is ablated layer by layer at a depth resolution of up to 100 nm. In comparison to this new polygon scanner, galvanic meter scanners with comparable apertures are typically used at scanning speeds of 1-5 m/s. Currently, researchers at the Fraunhofer ILT have succeeded in gating the laser, according to the position of the polygon motor and the workpiece axis, at up to 40 MHz; this way, the work piece is processed at the right location. The challenge facing engineers for future developments of the polygon scanner consist in modulating the laser power corresponding to this precise gate signal, since current laser modulators can be operated at a maximum pulse repetition rate of 2 MHz.
Live Presentation at the LASER World of Photonics
This scanning technology is particularly suitable for processing surfaces, since the workpiece is processed in lines. The polygon scanner system can be employed, in particular, for the structuring of printing and coining plates, as well as injection molds, for the generation of light guiding structures in the lighting industry or for leather grain structures in the automobile and textile industries. Further applications are the cutting of high performance ceramics including structures of form-fit bonds as well as wafer processing in the solar and semi-conductor industry. The process can also be transferred to spatial thin film processing for roll-to-roll processing. At the LASER World of Photonics, experts of the Fraunhofer ILT will be presenting the polygon scanning technology by making metallic business cards.
Digital Photonic Production DPP
“Digital Photonic Production” is the name for the laser-based generation of components or products in nearly any complexity from digital data. The technology ranges from generative processes all the way to high-power ultra-short pulse laser for micro-processing. In contrast to conventional manufacturing processes, the tool “light” can be used to manufacture the smallest lot sizes as well as complex components of the smallest dimensions from the most differing materials and it can do this cost effectively. That is why many speak of a “new technological revolution” in connection with this technology. At Stand 340 in Hall C2, the Fraunhofer Institute will be demonstrating, jointly with the Chair for Laser Technology ILT of the RWTH Aachen University, the enormous potential of DPP using selected examples from the automobile, aviation and aerospace sectors, energy technology, ultra-light construction and medical technology as well as in the consumer sector.
Press Tour at Fraunhofer Stand
Tuesday, 14 May 2013
11:00 – 12:00 h
LASER World of PHOTONICS 2013
Hall B2, Stand 421 and Hall C2, Stand 330
Under the motto “Customized Solutions,” the Fraunhofer researchers will be showing new developments from laser technology. Highlights include polygon scanner systems, 3D object recognition, ultra-flat microscopes, 3D high speed measuring as well as an innovative compact processing head for laser wire cladding.
The press tour begins at 11:00 a.m. in Hall B2 at Stand 421 displaying production technology for optics and ends in Hall C2 at Stand 330 with laser systems for manufacturing. At lunch, which follows directly thereafter, visitors will have the opportunity to discuss these innovations with the scientists.
Lecture languages: German and English (with interpretation)
Contacts
Dr. Jens Schüttler
Simulation and Modeling
Telephone +49 241 8906-680
jens.schuettler@ilt.fraunhofer.de
Prof. Wolfgang Schulz
Leader of the Department
Non-linear Dynamics of the Laser Manufacturing Process NLD
Telephone +49 241 8906-204
wolfgang.schulz@ilt.fraunhofer.de
Dipl.-Phys. Oliver Nottrodt
Process Control and System Technology
Telephone +49 241 8906-625
oliver.nottrodt@ilt.fraunhofer.de
Dipl.-Ing. Peter Abels
Group Leader Process Control and System Technology
Telephone +49 241 8906-428
peter.abels@ilt.fraunhofer.de
Media Contact
More Information:
http://www.ilt.fraunhofer.deAll latest news from the category: Trade Fair News




Newest articles
High-energy-density aqueous battery based on halogen multi-electron transfer
Traditional non-aqueous lithium-ion batteries have a high energy density, but their safety is compromised due to the flammable organic electrolytes they utilize. Aqueous batteries use water as the solvent for…

First-ever combined heart pump and pig kidney transplant
…gives new hope to patient with terminal illness. Surgeons at NYU Langone Health performed the first-ever combined mechanical heart pump and gene-edited pig kidney transplant surgery in a 54-year-old woman…
Biophysics: Testing how well biomarkers work
LMU researchers have developed a method to determine how reliably target proteins can be labeled using super-resolution fluorescence microscopy. Modern microscopy techniques make it possible to examine the inner workings…

