Welding Metal Foils now Easier
For small and medium sized enterprises (SME) which use lasers to weld thin metal sheets, lasers with continuous wave radiation are often too expensive. This is due to the high output powers necessary for the welding process.
Pulsed Nd:YAG lasers are economically interesting, and offer an alternative to continuous wave lasers. Due to their high peak pulse output, welding with relatively low medium output power (100 w to 250 W) is possible, and investment costs can be reduced.
However, the narrower welding seams from the pulsed lasers not as strong as the seams from continuous lasers. Results can be improved if the parameter selection is optimized. This was the goal of a recently completed project at the Laser Zentrum Hannover e.V. (LZH).
The results of this project aim at simplifying the parameter selection for pulsed laser welding, for example pulse duration, pulse form or pulse peak output. Also, reference parameters for welding with continuous wave radiation have also been recorded. For both types of laser welding, high seams qualities could be qualified and weld imperfections avoided, as shown in surface testing and seam cross-sections. For the investigations, both ferritic and austenitic steels with sheets thicknesses up to 1.5 mm were butt joint welded.
Also, thin foils with a minimal thickness of 50 µm were butt-joint welded. To accomplish this, the LZH developed and constructed a high precision clamping unit, which not only assures a zero gap, but also avoids a lateral edge mismatch.
Especially SMEs can use the results of the welding tests, which are available in an electronic database on the LZH internet site (www.lzh.de). The database provides welding and laser parameters as well as pictures of the expected seams surfaces, cross-sections and micro-hardness tests. Firms can use this data to estimate welding results. Apart from simplifying the selection of appropriate parameters, users can easily expand the database themselves by adding parameters of their own welding tasks to the database and accessing them when needed.
The investigations were commissioned by the Research Association of the German Welding Society (DVS) and funded by the German Federation of Industrial Research Associations “Otto von Guericke” e.V. (AIF) in project 15.297N.
Contact:
Laser Zentrum Hannover e.V.
Michael Botts
Hollerithallee 8
D-30419 Hannover
Germany
Tel.: +49 511 2788-151
Fax: +49 511 2788-100
E-Mail: m.botts@lzh.de
The Laser Zentrum Hannover e.V. (LZH) carries out research and development in the field of laser technology and is supported by the Ministry of Economic Affairs, Labour and Transport of the State of Lower Saxony (Niedersächsisches Ministerium für Wirtschaft, Arbeit und Verkehr).
Media Contact
More Information:
http://www.lzh.deAll latest news from the category: Process Engineering
This special field revolves around processes for modifying material properties (milling, cooling), composition (filtration, distillation) and type (oxidation, hydration).
Valuable information is available on a broad range of technologies including material separation, laser processes, measuring techniques and robot engineering in addition to testing methods and coating and materials analysis processes.




Newest articles
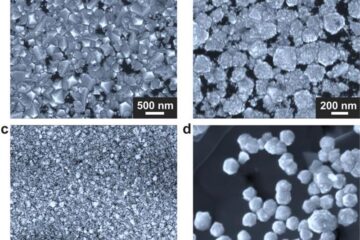
Making diamonds at ambient pressure
Scientists develop novel liquid metal alloy system to synthesize diamond under moderate conditions. Did you know that 99% of synthetic diamonds are currently produced using high-pressure and high-temperature (HPHT) methods?[2]…
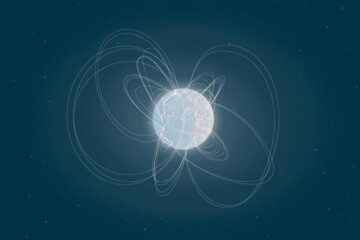
Eruption of mega-magnetic star lights up nearby galaxy
Thanks to ESA satellites, an international team including UNIGE researchers has detected a giant eruption coming from a magnetar, an extremely magnetic neutron star. While ESA’s satellite INTEGRAL was observing…
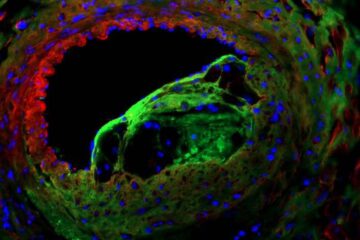
Solving the riddle of the sphingolipids in coronary artery disease
Weill Cornell Medicine investigators have uncovered a way to unleash in blood vessels the protective effects of a type of fat-related molecule known as a sphingolipid, suggesting a promising new…

