Rapid manufacturing of aluminium components for series production with good prospects
Aluminium alloys are largely used in all kind of industries, e.g. in the car industry, mechanical engineering and aerospace industry. For some applications the additive manufacturing technology represents an economical alternative to the various types of mould casting.
For serial-identical functional prototypes, one-off parts or short-run batches, the selective laser melting (SLM) process enables to react faster to the customer's demand than by conventional processes. In close cooperation with his industrial partner Festo AG&Co KG the Fraunhofer ILT demonstrated on a high-volume-production valve made of AlSi10Mg the feasibility to reduce the manufacturing process for 6 serial-identical functional prototypes from 120 days by use of die casting and 30 days by conventional prototyping (combining milling, eroding, turning) to 7 days by SLM processes. The mechanical properties match those of conventionally manufactured components. Some properties are even better. A decisive criterion for industrial use!
The additive process of selective laser melting (SLM) is used in the direct manufacturing of metallic functional components in various branches of industry. The SLM process fabricates metallic components – layer by layer – directly from 3D-CAD data.
SLM is increasingly established for the production of individual parts for dental restoration and of short-run batches or functional prototypes for tooling parts. Large experience for processing titanium and steel by SLM and extensive knowledge of the resulting mechanical properties are still available. The Fraunhofer ILT is currently qualifying SLM for the aluminium die-casting alloy AlSi10Mg as part of the BMBF's “Alugenerativ” project.
The primary objective when qualifying a material for SLM is to obtain a component density approaching 100 percent without any cracks or fusion defects. This involves evaluating the required process parameters, especially scanning velocity and laser output power. Also an optional preheating process of the parts to decrease residual stresses and so to minimize crack building is analysed. The results of the research cooperation with industrial partners are promising. With a laser power of already 150 W and a scanning velocity of 100 mm/s densities approaching 100% are achieved with AlSi10Mg parts. At a laser power of 250 W, the scanning velocity can be increased to 500 mm/s which consequently increases the build rate. Also various parts can be simultaneously manufactured layer by layer in the SLM plant. The results of tension and fatigue tests demonstrate that the mechanical properties are at least equivalent to the strength parameters of series-produced components made of die-cast AlSi10Mg according to EN 1706 specifications. Sometimes they even surpass the properties required.
In cooperation with the industrial partner Festo AG&Co KG serial-identical functional prototypes were successfully manufactured (see picture). The high-volume-production valve is used as a reference part to qualify additive manufacturing. The additive manufacturing time for two valves in one process is approximately 11,5 hours.
Media Contact
More Information:
http://www.ilt.fraunhofer.deAll latest news from the category: Process Engineering
This special field revolves around processes for modifying material properties (milling, cooling), composition (filtration, distillation) and type (oxidation, hydration).
Valuable information is available on a broad range of technologies including material separation, laser processes, measuring techniques and robot engineering in addition to testing methods and coating and materials analysis processes.




Newest articles
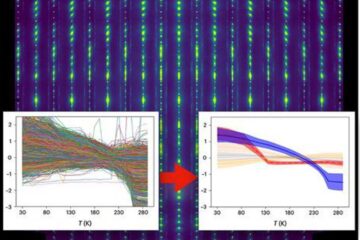
Machine learning algorithm reveals long-theorized glass phase in crystal
Scientists have found evidence of an elusive, glassy phase of matter that emerges when a crystal’s perfect internal pattern is disrupted. X-ray technology and machine learning converge to shed light…
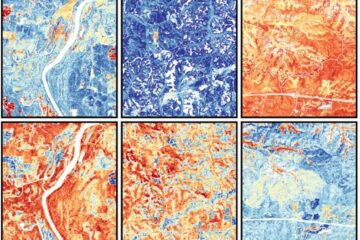
Mapping plant functional diversity from space
HKU ecologists revolutionize ecosystem monitoring with novel field-satellite integration. An international team of researchers, led by Professor Jin WU from the School of Biological Sciences at The University of Hong…

Inverters with constant full load capability
…enable an increase in the performance of electric drives. Overheating components significantly limit the performance of drivetrains in electric vehicles. Inverters in particular are subject to a high thermal load,…

