Laser Makes Conventional Welding Faster
In conventional GMAW, the electric arc naturally follows the path of least resistance between the electrode and the base material. The arc is difficult to control, and under certain conditions (e.g. welding materials of different thicknesses) good welding seams are almost impossible.
When the laser beam is “added” to the gas metal-arc welding process, the arc follows the laser beam path, and is stabilized. Not only is the quality of the welding seam greatly improved, but welding speeds can be increased up to 100 % for the same welding depth. Also, oscillating seams or seams with a complex geometry are easy when using laser beam stabilization. The new welding process can be used for conventional steels as well as for high and higher strength steels, or for aluminium materials.
Since the laser used for this welding method has a relatively low output power (200 to 400 watts), investment cost are also kept at a minimum, making this process especially attractive for small and middle-sized welding companies.
The laser-stabilized GMA-welding process is a result of the “FÜLAS” project, which was funded by the German Federal Ministry of Education and Research (BMBF) and supported by the Project Management Agency Karlsruhe (PTKA).
The economic use of this innovative welding process has already been verified by two industrial partners. The LZH carries out feasibility tests for various materials. Also, support for process integration can be offered.
Contact:
Laser Zentrum Hannover e.V.
Michael Botts
Hollerithallee 8
D-30419 Hannover
Germany Tel.: +49 511 2788-151
Fax: +49 511 2788-100
E-Mail: m.botts@lzh.de
The Laser Zentrum Hannover e.V. (LZH) carries out research and development in the field of laser technology and is supported by the Ministry of Economic Affairs, Labour and Transport of the State of Lower Saxony (Niedersächsisches Ministerium für Wirtschaft, Arbeit und Verkehr).
You can find the LZH press releases with a WORD-download and when possible illustrations at www.lzh.de under “publications/press releases”
Media Contact
More Information:
http://www.lzh.deAll latest news from the category: Process Engineering
This special field revolves around processes for modifying material properties (milling, cooling), composition (filtration, distillation) and type (oxidation, hydration).
Valuable information is available on a broad range of technologies including material separation, laser processes, measuring techniques and robot engineering in addition to testing methods and coating and materials analysis processes.




Newest articles

Properties of new materials for microchips
… can now be measured well. Reseachers of Delft University of Technology demonstrated measuring performance properties of ultrathin silicon membranes. Making ever smaller and more powerful chips requires new ultrathin…

Floating solar’s potential
… to support sustainable development by addressing climate, water, and energy goals holistically. A new study published this week in Nature Energy raises the potential for floating solar photovoltaics (FPV)…
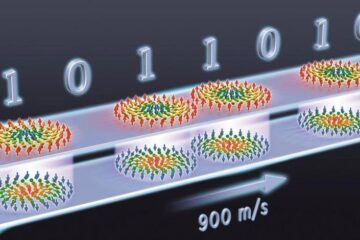
Skyrmions move at record speeds
… a step towards the computing of the future. An international research team led by scientists from the CNRS1 has discovered that the magnetic nanobubbles2 known as skyrmions can be…

