High Quality and Process Stability for Welding Copper
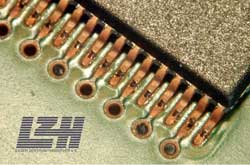
Welded contacts on an IC (TSOP 0.5mm pitch) on a printed circuit board (Ilfa) using a laer pre-pulse and IR laser main pulse.<br>
Using a short laser pre-pulse, the contacts are treated to provide 100 per cent good welds for the subsequent infrared welding.
A newly developed “laser pre-pulse module” can be used to initiate the copper welding process and provide a 100% welding guarantee. The laser is small and inexpensive, the result of process developments at the Laser Zentrum Hannover e.V. (LZH). The pre-pulse is decisive for automating micro-processing, or for connecting surface mounted devices to printed circuit boards.
Copper alloys are often found in electronics, sensors and precision engineering applications. Here, high demands are placed on the heat and mechanical stress resistance of spot welds, and laser micro-welding has very good weld qualities. However, non-ferrous metals are difficult to weld, due to high reflectivity, and a sudden jump in energy absorption when the melting temperature is reached. It is difficult to repeat good welding results, and with low process stability, up to now lasers have only been used following complex surface treatment, or for manual applications.
Researchers at the Department of Production and System Technology at the LZH have developed a new process, which uses a laser pre-pulse with a peak output of no more than 1 MW and a pulse length of only a few nanoseconds to initiate the welding process. This short-pulsed, solid-state, frequency converted laser has a high degree of absorption, and provides stable conditions for the subssequent high-output welding using a conventional IR laser. The welding energy can be easily controlled after pre-pulsing.
Experiments using the pre-pulse prototype of the company neoLASE were carried out on an 80 µm thick, 2mm wide copper band. After 200 repetitions, the welding results were constant, implying that the welds were 100% good. “This result is already a great success,” says engineer Anas Moalem, who is responsible for the development of the process. Apart from improved precision and quality, the process window for the laser parameters could be expanded considerably.
Depending on the weld spot diameter, the laser output power could be reduced by up to 40%, meaning that using the compact pre-pulse module (13 x 9 x 4 cm) could result in energy savings in the kilowatt range for the IR welding lasers.
Developments took place within the framework of the SME-innovation project “Supreme”, which was financed by the BMBF (German Federal Ministry of Education and Research) under supervision of the PTKA-Project Management Agency Karlsruhe. Support was also given by the companies Arteos GmbH, Ilfa GmbH, neoLASE GmbH and Sill Optics GmbH & Co. KG.
Contact:
Laser Zentrum Hannover e.V.
Michael Botts
Hollerithallee 8
D-30419 Hannover
Germany
Tel.: +49 511 2788-151
Fax: +49 511 2788-100
E-Mail: m.botts@lzh.de
The Laser Zentrum Hannover e.V. (LZH) carries out research and development in the field of laser technology and is supported by the Ministry of Economic Affairs, Labour and Transport of the State of Lower Saxony (Niedersächsisches Ministerium für Wirtschaft, Arbeit und Verkehr).
Media Contact
More Information:
http://www.lzh.deAll latest news from the category: Process Engineering
This special field revolves around processes for modifying material properties (milling, cooling), composition (filtration, distillation) and type (oxidation, hydration).
Valuable information is available on a broad range of technologies including material separation, laser processes, measuring techniques and robot engineering in addition to testing methods and coating and materials analysis processes.




Newest articles
High-energy-density aqueous battery based on halogen multi-electron transfer
Traditional non-aqueous lithium-ion batteries have a high energy density, but their safety is compromised due to the flammable organic electrolytes they utilize. Aqueous batteries use water as the solvent for…

First-ever combined heart pump and pig kidney transplant
…gives new hope to patient with terminal illness. Surgeons at NYU Langone Health performed the first-ever combined mechanical heart pump and gene-edited pig kidney transplant surgery in a 54-year-old woman…
Biophysics: Testing how well biomarkers work
LMU researchers have developed a method to determine how reliably target proteins can be labeled using super-resolution fluorescence microscopy. Modern microscopy techniques make it possible to examine the inner workings…

